Gear hobs are the workhorses of modern power transmission manufacturing. Whether you are producing automotive gearboxes, wind turbine drives, or precision instrument gears, the hob you choose determines cutting speed, dimensional accuracy, and tool life. Yet for many engineers and procurement teams — especially those new to gear cutting — the sheer variety of hob types, substrate materials, coatings, and cutting parameters can be overwhelming.
This guide cuts through the complexity. Drawing on Nobeve’s product engineering data and industry best practice, we explain what gear hobs are, how they work, what separates a carbide hob from a PM-HSS hob, and — most importantly — how to select the right tool for your specific application.
For the full Nobeve product range, visit nobeve-tool.com.
1. What Is a Gear Hob? A Technical Overview
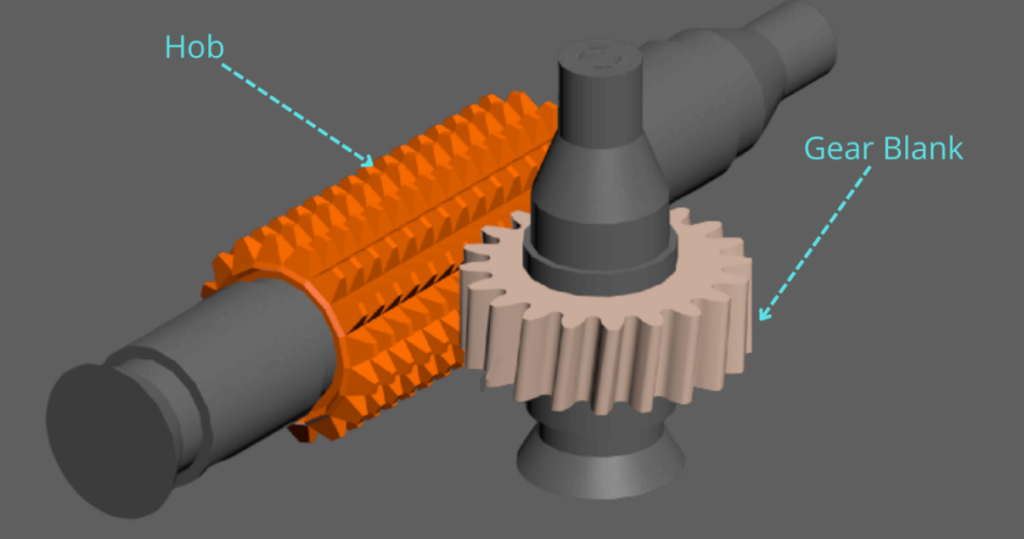
A gear hob is a multi-tooth cutting tool used to generate involute gear teeth through a continuous rotary hobbing process. The hob and the workpiece rotate in a tightly synchronized ratio on a gear hobbing machine; the hob’s helical flutes progressively generate each tooth space across the gear blank. This process — called gear hobbing — is the most widely used method of gear cutting because it combines high productivity with the flexibility to produce spur gears, helical gears, worm wheels, splines, and sprockets with a single tool family.
1.1 Hobbing vs. Other Gear Cutting Methods
Gear cutting technology has evolved considerably. The principal methods in use today are:
- Gear Hobbing: Continuous generating process; highest throughput for external gears.
- Gear Shaping: Reciprocating cutter; preferred for internal gears or shoulder-constrained geometries.
- Power Skiving (Gear Skiving): A newer high-speed generating process that combines hobbing and shaping; enables internal gear machining at elevated cutting speeds. Nobeve’s W-Series and P-Series skiving tools are purpose-built for this process.
- Grinding / Hard Finishing: Secondary operation after hobbing to achieve DIN 5 or better accuracy on hardened gears.
Hobbing remains the dominant choice for external gears in medium-to-high volume production. Its continuous cut eliminates the idle return stroke of shaping, making it inherently faster on compatible geometries.
1.2 Anatomy of a Gear Hob
Understanding hob geometry helps you specify the right tool. Key parameters include:
- Module (m): Governs tooth size — the larger the module, the coarser the tooth.
- Pressure Angle (α): Standard 20°; 14.5° or 25° are used for special applications.
- Number of Starts: Single-start hobs are standard for precision gears; multi-start hobs speed up roughing but reduce accuracy.
- Helix Angle: Must be selected to match the workpiece helix and the machine’s differential capability.
- Accuracy Class: DIN 3968 classifies hobs from AA (highest) to C (general-purpose). Nobeve’s K, G, and W Series are certified DIN AA / AAA.
2. Substrate Materials: Carbide vs. PM-HSS
The single most important decision in hob selection is substrate material. It governs cutting speed, toughness, and the range of workpiece materials the hob can handle. There are two dominant families: Cemented Carbide and Powder Metallurgy High-Speed Steel (PM-HSS).
2.1 Cemented Carbide (WC-Co)
Cemented carbide (also called hard metal or tungsten carbide) consists of fine tungsten carbide (WC) particles bound in a cobalt (Co) matrix. The resulting material is extremely hard — typically HV 1500–1900 — and retains that hardness at elevated temperatures, enabling dry cutting at surface speeds up to 300 m/min.
Nobeve produces carbide hobs from solid Konrad Friedrichs (Germany) round bar stock for tool diameters up to φ40 mm, ensuring zero porosity and uniform grain distribution throughout the tool body. Larger-diameter hobs use a cold-pressed sintered blank. All carbide hobs receive a PVD coating before leaving the factory.
Carbide’s main limitation is brittleness. When spindle vibration or interrupted cuts generate impact loads, the hob can chip catastrophically. Machine rigidity and balanced toolholding are therefore prerequisites for carbide hob success.
2.2 Powder Metallurgy High-Speed Steel (PM-HSS)
Conventional melted HSS suffers from carbide segregation — large, unevenly distributed carbides that weaken the tool at the microscopic level. Powder metallurgy processing eliminates this problem by atomizing the molten alloy into fine powder, pressing, and sintering it into a fully dense, homogeneous billet. The result is a PM-HSS bar with carbide sizes an order of magnitude smaller than melted HSS, yielding dramatically improved toughness and grindability.
Nobeve’s P-Series power skiving tools use BÖHLER (Austria) PM-HSS rod stock — one of the world’s premium PM-HSS grades. The key advantage is toughness: in interrupted cuts, soft-material skiving, or machines with limited spindle rigidity, PM-HSS resists chipping far better than carbide.
The trade-off: PM-HSS tops out at roughly 60–150 m/min cutting speed and requires oil-flood cooling, making it unsuitable for high-speed dry machining environments.
2.3 Side-by-Side Comparison
| Dimension | Carbide (K/G/N/W Series) | PM-HSS (P Series) |
| Main Composition | WC + Co (Tungsten Carbide + Cobalt) | BÖHLER PM-HSS rod stock (W, Mo, Cr, V alloys) |
| Cutting Speed (Vc) | 150 – 300 m/min | 60 – 150 m/min |
| Red Hardness | Excellent — up to 800–1000 °C (dry cut OK) | Good — ~600 °C (requires oil cooling) |
| Toughness | Moderate — sensitive to vibration | Excellent — absorbs shock, resists chipping |
| Workpiece Hardness | Up to HRC 62 (G-Series) | ≤ HRC 30 |
| Cooling | Dry air or oil (K-Series: dry capable) | Oil cooling required |
| Best For | Mass production, hard materials, new CNC | Job shops, tough/ductile steels, legacy machines |
| Precision Grade | DIN AA / DIN AAA | DIN AA |
3. Coatings: The Performance Multiplier
No matter which substrate you choose, a PVD (Physical Vapour Deposition) hard coating is essential for modern hob performance. Coatings dramatically reduce friction, improve oxidation resistance, and extend tool life — often by a factor of 3–5× compared to uncoated tools.
3.1 BALINIT® ALCRONA PRO (AlCrN-based)
Applied by Oerlikon Balzers, ALCRONA PRO is an aluminium-chromium nitride (AlCrN) coating optimised for high-temperature stability. It forms an aluminium oxide passivation layer at the cutting edge during machining, protecting the substrate even in dry or near-dry conditions. Nobeve applies this coating to its K-Series dry-cut hobs and N-Series low-speed hobs.
3.2 BALINIT® ALTENSA (AlTiN/nACo-based)
ALTENSA is a nanocomposite coating engineered for maximum hardness in hard-material hobbing. Its nano-multilayer architecture combines excellent hardness with sufficient toughness to handle the heavy chip loads typical of G-Series hard hobbing (HRC 45–62). Nobeve uses ALTENSA on its G-Series, W-Series, and P-Series tools.
3.3 Why Nobeve Coats Even PM-HSS Tools
A common misconception is that coatings only matter for carbide tools. In fact, coating a PM-HSS hob is arguably more important: because PM-HSS has lower intrinsic wear resistance than carbide, the coating carries a greater share of the anti-wear duty. Nobeve’s decision to apply premium Balzers coatings to all product lines — including the P-Series PM-HSS skiving cutters — reflects this principle and extends P-Series service life significantly in oil-cooled operations.
4. Nobeve Product Series: Application Guide
Nobeve manufactures five distinct hob series, each optimised for a specific intersection of machine capability, workpiece material, and production volume. The following guide maps each series to its ideal use case.

4.1 K-Series — High-Speed Dry-Cut Hobs
The K-Series is Nobeve’s flagship for high-volume, high-speed environments. Solid carbide substrate, ALCRONA PRO or ALTENSA coating, and a geometry tuned for dry or air-cooled operation make it the tool of choice for automotive and industrial gear lines running modern CNC hobbing machines.
- Recommended cutting speed: 150–300 m/min
- Feed: 0.5–0.8 mm/rev
- Workpiece hardness: ≤ HRC 45 (ALCRONA PRO); HRC 35–55 (ALTENSA)
- Cooling: Dry or oil
Learn more: K-Series Dry-Cut Hobs — nobeve-tool.com
4.2 G-Series — Hard-Hobbing Hobs
The G-Series targets the demanding hard-hobbing market — post-hardening finishing cuts on gears with surface hardness between HRC 45 and HRC 62. The ALTENSA-coated solid carbide substrate sustains the high cutting temperatures inherent in hard hobbing while maintaining edge integrity through tens of thousands of teeth.
- Recommended cutting speed: 120–220 m/min
- Feed: 0.15–0.35 mm/rev
- Workpiece hardness: HRC 45–62 (HRC 56–62: recommend finish re-hobbing pass)
- Cooling: Oil flood
Learn more: G-Series Hard-Cut Hobs — nobeve-tool.com
4.3 N-Series — Low-Speed Wet-Cut Hobs
Designed for job shops and operations running legacy gear hobbing machines, the N-Series delivers consistent DIN A / AA precision without demanding the spindle speeds that carbide tools require. The sintered tungsten carbide grade is specifically chosen for toughness, resisting the chatter and vibration that legacy machines often generate.
- Recommended cutting speed: 60–150 m/min
- Feed: 0.3–0.8 mm/rev
- Workpiece hardness: ≤ HRC 30
- Cooling: Oil flood
Learn more: N-Series Soft-Cut Hobs — nobeve-tool.com
4.4 W-Series — Carbide Power Skiving Tools
Power skiving (Wälzschälen) is a high-speed generating process that machines internal and external gears on turn-mill centres or dedicated skiving machines. The W-Series carbide skiving tools enable high-speed cutting of workpieces up to HRC 50, including the small crossing-angle configurations (cylindrical skiving cutter) that are impossible with conventional hobs.
Critical note: carbide skiving tools require a rigid spindle. Any runout or vibration in the main spindle will cause edge chipping. Verify spindle run-out is below 3 µm before commissioning W-Series tools.
4.5 P-Series — PM-HSS Power Skiving Tools
The P-Series is the ideal choice when workpiece material is soft (≤ HRC 30) or high-toughness (e.g., stainless steel, low-carbon alloy steel). The BÖHLER PM-HSS conical skiving cutter absorbs cutting shocks that would chip a carbide tool, giving process engineers the forgiveness they need on mixed-production skiving cells.
- Recommended cutting speed: 60–150 m/min
- Feed: 0.2–0.4 mm/rev
- Workpiece hardness: ≤ HRC 30
- Cooling: Oil flood required
5. How to Select the Right Gear Hob: A Decision Framework
Selecting a hob correctly the first time avoids costly trial-and-error. Use the following decision criteria in sequence:
Step 1 — Determine Workpiece Hardness
- ≤ HRC 30 (annealed/normalized steel, cast iron, aluminum): N-Series or P-Series
- HRC 30–45 (induction-hardened flanks, through-hardened low-alloy): K-Series
- HRC 45–62 (case-carburized or through-hardened gear steel): G-Series
Step 2 — Evaluate Machine Capability
- Spindle speed ≥ 2,000 rpm and rigidity confirmed → Carbide series (K, G, W)
- Legacy machine, spindle ≤ 800 rpm, or vibration present → N-Series or P-Series
Step 3 — Choose the Process
- External gear, hobbing machine → K, G, or N Series hob
- Internal or shoulder-restricted gear, skiving machine or turn-mill → W or P Series skiving cutter
Step 4 — Consider Coolant Strategy
- Dry machining preferred (environmental / cost): K-Series only
- Oil cooling available: any series
6. Cutting Parameters and Optimisation Tips
Once you have selected the correct hob series, fine-tuning the cutting parameters maximises tool life without sacrificing cycle time.
6.1 Surface Speed (Vc)
Always start at the lower end of the recommended range and increase in 10% steps while monitoring chip colour and surface finish. Carbide hobs running too slowly generate long, stringy chips that can wrap around the cutter body; running too fast on a machine with marginal rigidity leads to chipping.
6.2 Axial Feed (fa)
Higher feeds reduce cycle time but increase surface roughness and the chip load per edge. For DIN AA gears, stay within the lower half of the published feed range for the finishing pass. A roughing hob at higher feed followed by a finish hob at low feed is the most productive strategy for module ≥ 6.
6.3 Hob Shifting
Hob shifting — moving the hob axially between parts so that fresh cutting edges engage the workpiece — is the single most powerful lever for extending tool life. Nobeve recommends a shift increment of 0.5–1.0 × module per part for carbide hobs, and 1.0–1.5 × module for PM-HSS hobs.
6.4 Climb vs. Conventional Hobbing
Climb (down) milling produces thinner chips at exit, reduces built-up edge, and generally gives better surface finish on modern rigid machines — the preferred mode for K and G-Series. Conventional (up) hobbing is safer on older machines with backlash in the feed drive, and is the default mode for N-Series operations.

7. Industry Standards and Quality Certification
Gear hob accuracy is governed by DIN 3968 (ISO 4468), which defines tolerances for profile, lead, pitch, runout, and tooth thickness. Understanding the accuracy class you need is essential to writing a correct specification:
- DIN AAA: Master hobs; used for calibration and highest-precision aerospace gears.
- DIN AA: High-precision production hobs; Nobeve standard on K, G, W, P Series.
- DIN A: Standard production; Nobeve N-Series base grade.
- DIN B / C: Roughing and low-precision applications — not in the Nobeve range.
For further reading on involute gear geometry and DIN standards, refer to the American Gear Manufacturers Association (AGMA) technical library, which publishes complementary AGMA standards widely used alongside DIN 3968 in North American manufacturing.
Frequently Asked Questions (FAQs)
Q: What is the difference between a carbide hob and an HSS hob?
A: Carbide hobs (K, G, N, W Series) offer 3–5× higher cutting speeds, excellent hot hardness up to 1000 °C, and support dry cutting — making them ideal for high-volume production on modern CNC machines. HSS (and especially PM-HSS) hobs like Nobeve’s P-Series offer far superior toughness: they absorb vibration and interrupted-cut shocks without chipping, making them the safer choice for softer workpiece materials, legacy machines, or power skiving cells where spindle rigidity cannot be guaranteed.
Q: Can I use a K-Series dry-cut hob with oil cooling?
A: Yes. Nobeve’s K-Series is rated for both dry/air-cooled and oil-cooled environments. Running with oil cooling will not damage the tool, though the productivity advantage of dry cutting (no coolant cost, no thermal shock to the hob) is then lost. If oil cooling is mandatory in your facility, the K-Series remains an excellent choice for cutting speeds in the 150–250 m/min range.
Q: What workpiece materials are NOT suitable for carbide hobs?
A: Very high-toughness or high-elasticity alloys — such as pure titanium, certain stainless steels (300 series), and copper alloys — can generate vibration and built-up edge that chips carbide edges prematurely. For these materials, a PM-HSS hob (P-Series or N-Series) with a cobalt-rich grade and a positive rake geometry is the safer specification. Contact Nobeve’s technical team at nobeve-tool.com for a material-specific recommendation.
Q: How often should I re-sharpen a gear hob?
A: For carbide hobs (K, G Series), re-grinding is triggered when flank wear (VB) reaches 0.15–0.20 mm, or when surface finish on the workpiece degrades beyond the drawing tolerance. For PM-HSS hobs (P-Series), the threshold is 0.20–0.25 mm VB. Most carbide hobs tolerate 8–12 re-grinds before the flute depth is consumed; PM-HSS hobs typically allow 10–15 re-grinds due to their larger initial stock allowance.
Q: Is power skiving faster than gear hobbing?
A: For internal gears and shoulder-constrained geometries where hobbing is mechanically impossible, power skiving is the only continuous-generating alternative — so the comparison is speed vs. feasibility rather than pure cycle time. For external gears where both processes are possible, hobbing is generally faster at equivalent module and quality grade. However, power skiving on a turn-mill centre eliminates the need for a dedicated hobbing machine, which can be the dominant economic factor in job-shop environments.
Conclusion
Choosing the right gear hob cutting tool is a multi-variable decision that integrates workpiece material, machine capability, process type, and production volume. The core principle is straightforward: use carbide (K, G, or W Series) when your machine can handle it and your volumes justify the investment; use PM-HSS (P-Series) or toughness-optimised carbide (N-Series) when toughness and process forgiveness matter more than raw speed.
Nobeve’s five-series product architecture is designed precisely to cover this full application spectrum — from high-speed dry hobbing at 300 m/min to sensitive PM-HSS power skiving on mixed-production cells. Every tool leaves the factory with a Balzers PVD coating, DIN-certified accuracy, and full application documentation.
To request a technical quotation, download full product specifications, or consult with Nobeve’s application engineers, visit nobeve-tool.com.

