Introduction: The Wrong Gear Tool Is Costing You More Than You Think
Picture this: you’ve just installed a brand-new gear hob on your CNC hobber, run a trial batch, and within 30 minutes the cutting edge is chipped. Or worse — you’re hitting cycle times twice as long as your competitor’s because your gear tool simply wasn’t matched to your machine or material. Sound familiar?
In the machine tool industry, the wrong gear cutting tool selection is one of the most expensive — and most avoidable — sources of lost productivity. From automotive transmission gears to precision industrial gearboxes, the gear tool you choose defines not just tool life and surface finish, but ultimately your cost-per-part and competitive edge.
This guide cuts through the confusion. You’ll find a direct comparison of carbide and PM-HSS hob technologies, a practical decision framework organized by real-world machine tool scenarios, and clear recommendations — backed by the data and experience behind Nobeve‘s professional gear cutting tool lines.
| What you’ll learn in this article:The core technical differences between carbide and PM-HSS gear tools;Which hob series to choose for your specific machine and material;How to apply gear tools in power skiving applications;A quick-reference FAQ + selection decision tree |
What Is a Gear Tool? A Technical Overview for Machine Tool Professionals
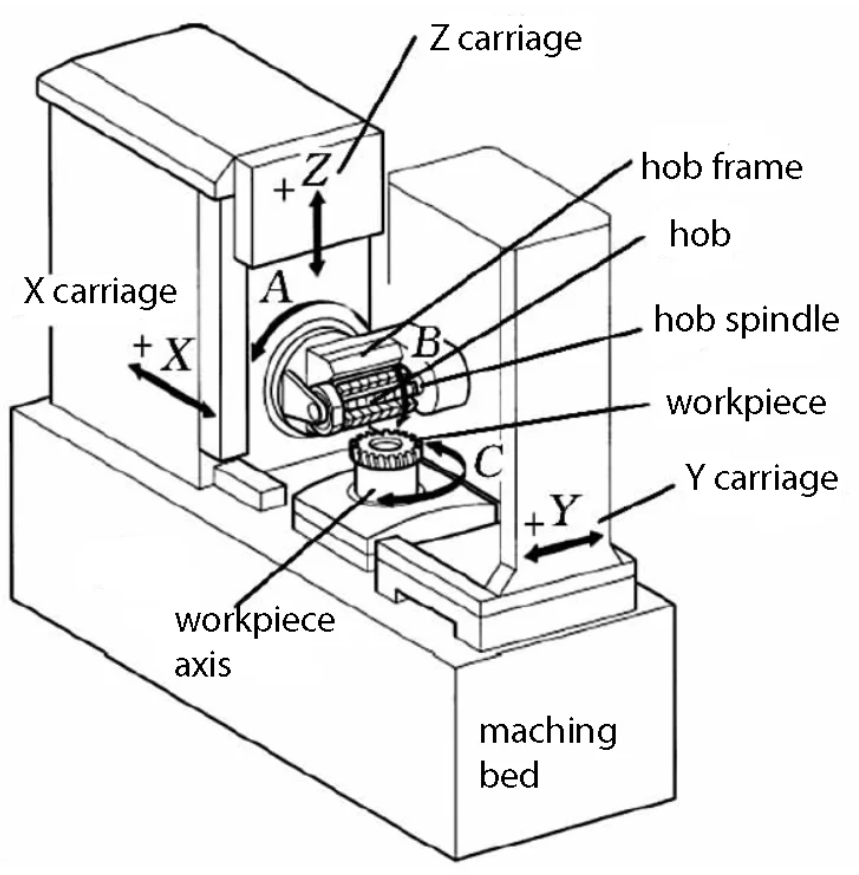
A gear tool — most commonly a gear hob — is a multi-tooth cutting tool used to generate gear teeth through a process called gear hobbing. The hob rotates in synchronized mesh with the workpiece blank, progressively cutting each tooth profile through a continuous generating motion.
According to the American Gear Manufacturers Association (AGMA), hobbing accounts for roughly 75% of all cylindrical gear production globally — making it the single most important gear-cutting process in modern manufacturing. The key variables that determine gear tool performance are:
- Substrate material — carbide vs. high-speed steel vs. powder metallurgy HSS
- Coating — AlCrN (Alcrona Pro), AlTiN (Altensa), TiAlN, and others
- Module range — from fine-pitch m0.5 to heavy-duty m20+
- Accuracy grade — DIN A, AA, or AAA
- Application — soft gear hobbing, hard gear cutting, power skiving
Carbide vs. PM-HSS Gear Tools: The Core Tradeoff Explained
If there is one decision that determines everything else in gear tool selection, it’s this: carbide or high-speed steel? Here is the honest breakdown — no marketing spin.
Carbide Gear Hobs: Built for Speed and Hard Materials
Cemented carbide (WC-Co) tools consist of tungsten carbide grains bonded with cobalt. The result is a substrate with hardness values of HV 1400–1800 — roughly twice that of premium HSS — and red hardness (heat resistance) up to 1000°C. This is why carbide gear hobs can run dry or semi-dry at cutting speeds of 150–300 m/min, producing throughput 3–5× faster than HSS equivalents.
Nobeve’s K-Series dry-cutting carbide hobs exemplify this — engineered from German-imported Konrad Friedrichs solid bar stock, coated with BALINIT® ALCRONA PRO or ALTENSA, and rated for 150–300 m/min in air-cooled or oil-cooled environments. They are the benchmark for high-volume automotive gear production.
The G-Series hard-cutting hobs push even further: with BALINIT® ALTENSA coating and oil-cooled operation, they handle workpieces from HRC 45 to HRC 62 — including post-hardening finish hobbing at HRC 56–62 with secondary precision passes.
The tradeoff: carbide’s high hardness means lower toughness. On machines with high spindle runout, worn bearings, or interrupted cuts, carbide hobs are prone to edge chipping — what machinists call “edge breakout”. Spindle rigidity is non-negotiable.

PM-HSS Gear Tools: The Forgiving Choice for Tough Materials
Powder metallurgy high-speed steel (PM-HSS) is widely misunderstood. Many buyers assume “HSS” means budget or entry-level. In reality, PM-HSS — particularly the BÖHLER-grade material used in Nobeve’s P-Series power skiving tools — is manufactured through a sintering process that produces an extremely uniform carbide distribution. The result is a toughness profile that traditional melted HSS (and certainly solid carbide) cannot match.
In practical terms: when you’re cutting low-carbon steel, case-hardened pre-hob blanks (≤HRC 30), or high-toughness alloys like 20CrMnTi, PM-HSS gear tools absorb the micro-shock of interrupted cuts and inconsistent workpiece surfaces without fracturing. This dramatically reduces catastrophic tool failure risk in job-shop environments.
The tradeoff: PM-HSS tops out around 60–150 m/min cutting speed (versus 300 m/min for carbide), requires oil cooling, and wears faster against harder workpieces (>HRC 35).
Table 1: Carbide vs. PM-HSS Gear Tool — Full Specification Comparison
| Dimension | Carbide (K/G/W-Series) | HSS/PM-HSS (P-Series) | Best Choice |
| Cutting Speed (Vc) | 150–300 m/min | 60–150 m/min | Carbide for mass prod. |
| Heat Resistance | Up to 1000°C (dry cut) | ~600°C (needs coolant) | Carbide for dry/hard |
| Toughness | Lower – brittle | Excellent – absorbs shock | HSS for old machines |
| Workpiece Hardness | HRC 35–62 | ≤ HRC 30 | Depends on material |
| Coolant Required | Optional (dry capable) | Yes – oil cooling | Carbide for eco/cost |
| Tool Cost | Higher | Lower (large modules) | HSS for m10+ hobs |
| Precision Grade | DIN AA / AAA | DIN AA | Carbide for tight tol. |
Selecting the Right Gear Tool by Machine Tool Scenario
Knowing the specs is only half the battle. The real question is: which gear tool fits MY situation? Here are the four most common machine tool scenarios and the recommended approach for each.
Scenario A: High-Volume Automotive Gear Production (New CNC Hobber, Rigid Setup)
- Workpiece: 20CrMnTi, 8620, 4320 carburized steel — pre-hob hardness ≤HRC 30
- Machine: Modern CNC hobber, 2000+ RPM capable, stable spindle
- Goal: Maximize parts per shift, minimize coolant cost
- Recommended: K-Series Dry-Cutting Carbide Hob
With a rigid spindle and stable setup, you can unlock the full 150–300 m/min potential of K-Series carbide. Dry cutting eliminates coolant procurement, treatment, and disposal costs — a major operational saving at automotive scale. The BALINIT® ALCRONA PRO coating handles the thermal load, keeping edge integrity sharp across the full hob length.
Scenario B: Hard Gear Finishing After Heat Treatment
- Workpiece: Induction-hardened ring gear, HRC 48–58
- Machine: High-speed hobber with oil cooling
- Goal: Achieve DIN AA or better surface quality post-hardening
- Recommended: G-Series Hard-Cutting Carbide Hob
The G-Series with BALINIT® ALTENSA coating (an advanced AlTiN-variant optimized for high-hardness cutting) is engineered specifically for this application. At 120–220 m/min with a conservative feed of 0.15–0.35 mm/rev, it achieves DIN AA/AAA accuracy even on fully hardened flanks. For workpieces at HRC 56–62, Nobeve recommends a two-pass strategy: a semi-finishing pass followed by a precision finish pass with a fresh hob section.
Scenario C: Legacy Machines or Mixed Job-Shop Operations
- Workpiece: Low-carbon steel, cast iron, or aluminum bronze — ≤HRC 30
- Machine: Older manual hobber or mixed-age CNC fleet, variable rigidity
- Goal: Reliable, crash-resistant tool life with manageable cost
- Recommended: N-Series Low-Speed Wet-Cutting Carbide Hob
The N-Series uses a impact-tough sintered carbide grade specifically balanced for toughness over hardness. With oil-cooled wet cutting at 60–150 m/min, it handles the vibration signatures of legacy machines gracefully. As Nobeve describes it: “a reliable workhorse for job shops operating legacy gear hobbers or mixed entry-level CNC equipment.”
Scenario D: Power Skiving on a Turn-Mill Center
Power skiving is among the fastest-growing gear cutting processes in precision manufacturing — particularly for internal gears, ring gears, and small-to-medium module external gears where hobbing geometry doesn’t fit. The process uses a skiving tool (similar to a rack-form cutter) mounted at a crossed-axis angle, generating tooth profiles through simultaneous rotation and axial feed.
The tool choice here depends on a critical fork in the road:
- W-Series Carbide Skiving Tool — For workpieces ≤HRC 50, small crossing angles, and machines with verified spindle rigidity. Carbide’s stiffness enables higher cutting speed (120–300 m/min) and excellent finish quality. But any spindle deflection causes catastrophic edge chipping.
- P-Series PM-HSS Skiving Tool — For ≤HRC 30 workpieces and high-toughness materials on turn-mills with moderate rigidity. The conical design of P-Series tools absorbs micro-vibrations naturally. Zero-edge-breakout priority — choose this when losing a tooth mid-cycle is the bigger risk than cycle time.

The Gear Tool Decision Tree: A Quick-Reference Guide
Use this logical flow to arrive at the right gear tool recommendation in under 60 seconds:
| Step 1 — Process type:Gear hobbing → proceed to Step 2Power skiving (internal/ring gear) → go to W-Series vs P-Series comparison above Step 2 — Workpiece hardness:≤HRC 30 (soft) → N-Series or K-Series (if high volume)HRC 30–45 → K-Series (carbide, dry or oil)HRC 45–62 → G-Series only Step 3 — Machine age/rigidity:New CNC hobber, 2000+ RPM, stable → K or G SeriesLegacy/manual hobber → N-SeriesTurn-mill center → W-Series (rigid) or P-Series (flexible) Step 4 — Production volume:Mass production → Carbide (K/G) for best cost-per-partLow-to-medium / job shop → N-Series or PM-HSS P-SeriesVery large module (m10+) → PM-HSS for economic viability |
Coating Technology: The Multiplier Effect on Gear Tool Performance
The substrate determines the floor; the coating determines the ceiling. Even when applying N-Series or P-Series tools on difficult materials, Nobeve applies premium Balzers BALINIT® coatings — either ALCRONA PRO (AlCrN-based) or ALTENSA (AlTiN-based) — to all hob lines regardless of substrate.
- BALINIT® ALCRONA PRO: Optimized for high-speed dry and semi-dry cutting. Excellent oxidation resistance to 1100°C. Best with K-Series and N-Series at normal hardness ranges.
- BALINIT® ALTENSA: Advanced AlTiN-variant for extreme hardness and thermal load. Used on G-Series (hard cutting), W-Series (power skiving carbide), and P-Series (PM-HSS). Significantly extends tool life on HRC 45+ materials.
The practical impact: in a well-documented automotive production study, Balzers ALTENSA-coated hobs demonstrated 2.5× longer tool life versus uncoated equivalents at equivalent cutting parameters — a compelling argument for always specifying coated gear tools, even at premium cost.
Common Mistakes When Selecting Gear Cutting Tools (And How to Avoid Them)
Mistake 1: Choosing Carbide Because “Harder Is Always Better”
Many engineers default to carbide assuming it’s universally superior. But if your machine tool has spindle runout >0.005mm, or you’re cutting with interrupted geometry (keyways, splines with gaps), carbide will chip faster than HSS. Toughness beats hardness when the cutting environment is unstable.
Mistake 2: Ignoring Module Size in Cost Calculations
Solid carbide is economical up to approximately module 8–10. Above m10, the raw carbide bar cost, grinding time, and scrap-on-regrind risk make PM-HSS or segmented carbide (shell hobs) significantly more economical — even if cycle time per piece is slower.
Mistake 3: Treating PM-HSS as Inferior to Carbide
This is the most damaging misconception. BÖHLER PM-HSS (as used in Nobeve P-Series) costs more than conventional HSS, wears differently than carbide, and is specifically engineered for applications where carbide fails: high-toughness materials, unstable cuts, and large-module power skiving tools. It’s not a compromise — it’s the right material for specific conditions.
Mistake 4: Neglecting Coolant Compatibility
K-Series carbide is designed for dry or air-cooled cutting. Flooding a dry-cut hob with sulfurized cutting oil can create thermal shock cracks in the substrate. Always verify the coolant strategy matches the tool design. G-Series, N-Series, and P-Series all require oil cooling for optimal performance.
FAQ: Gear Tool Selection in the Machine Tool Industry
Q1: What is the recommended cutting speed for a carbide gear hob on 20CrMnTi?
For 20CrMnTi (a common automotive carburizing steel at pre-hob hardness ≤HRC 30), the Nobeve K-Series recommends 150–300 m/min with a feed of 0.5–0.8 mm/rev in air-cooled or dry conditions. Starting conservatively at 180 m/min and ramping up based on chip color and surface finish is best practice.
Q2: Can I use a gear hob designed for soft cutting on hardened gears?
No — and this is a costly mistake. N-Series and P-Series tools are optimized for ≤HRC 30 workpieces. Applying them to HRC 45+ materials causes rapid flank wear and premature failure. For hardened gears, the G-Series (HRC 45–62) is the correct choice. Always match the tool’s rated hardness range to your workpiece.
Q3: How many times can a carbide gear hob be reground?
Solid carbide hobs from Nobeve’s K and G series can typically be reground 6–10 times before the tooth height becomes insufficient. PM-HSS P-Series tools handle 8–12 regrinds due to the larger material reserve available at similar precision grades. Tracking total tool cost across regrinds is essential for true cost-per-part analysis.
Q4: What is power skiving and when should I use it instead of hobbing?
Power skiving is a continuous-chip gear cutting process using a rack-form rotating tool at a crossed-axis angle. It is preferred over hobbing for internal gears, ring gears, and blind-shoulder configurations where a standard hob cannot enter. It is also faster than gear shaping for medium-volume internal gear production. For power skiving applications, Nobeve’s W-Series (carbide) and P-Series (PM-HSS) are specifically designed for turn-mill and dedicated skiving machine installations.
Q5: Does Nobeve provide technical support for gear tool selection?
Yes. Visit nobeve-tool.com to access the full product catalog, technical datasheets, and an inquiry submission form. Nobeve’s engineering team can review your specific machine parameters, workpiece material, and production targets to recommend the optimal gear tool configuration.
Q6: What precision grades do Nobeve gear hobs achieve?
K-Series, G-Series, and W-Series (carbide lines) achieve DIN AA and DIN AAA — the highest precision grades for hobbing and skiving tools. N-Series achieves DIN A and DIN AA. P-Series PM-HSS achieves DIN AA. For applications requiring DIN AAA (e.g., transmission gears with high NVH requirements), K-Series or G-Series are the appropriate choice.
Conclusion: The Right Gear Tool Is Not the Most Expensive One — It’s the Most Matched One
The core lesson: gear tool selection is a systems problem, not a product problem. The best hob in the world fails if it doesn’t match your machine’s rigidity, your workpiece hardness, and your production volume. Choose based on conditions, not habit.
To recap the key framework:
- High-speed, rigid, high-volume automotive: K-Series Carbide
- Post-hardening finish hobbing HRC45–62: G-Series Hard-Cutting Carbide
- Legacy machines or soft/tough materials: N-Series Carbide
- Power skiving on rigid turn-mill: W-Series Carbide
- Power skiving with toughness priority: P-Series PM-HSS (BÖHLER)
| Ready to optimize your gear cutting process?Contact Nobeve’s engineering team for a personalized gear tool recommendation. Visit nobeve-tool.com → |

