When a Gear Fails in the Field, the Cost Is More Than Money
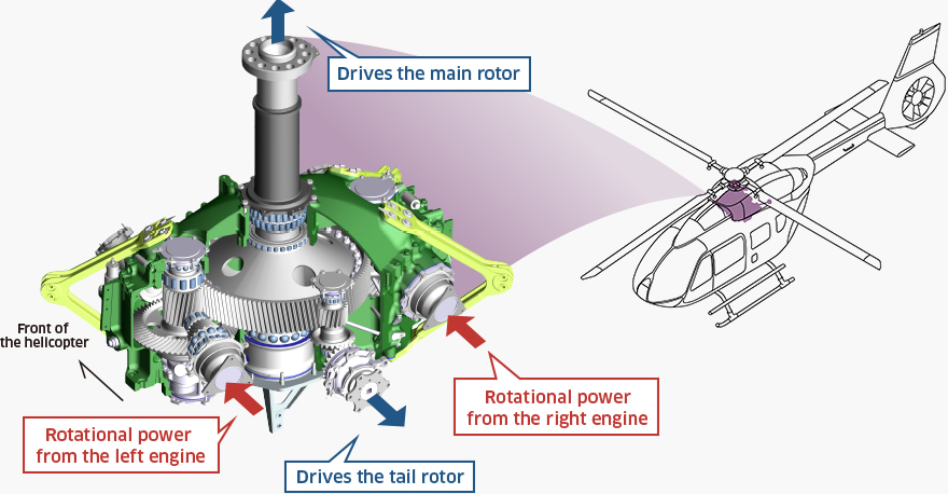
Imagine a main battle tank rolling across rough terrain — its transmission shifts, its drive sprockets engage, and every single one of those movements depends on gears machined to within a few microns of perfection. Or picture a military helicopter in mid-flight, its rotor gearbox spinning at thousands of RPM, its pilots counting on metallurgical precision they will never see but always feel.
In civilian manufacturing, a failed gear might mean a warranty claim. In defense, it can mean mission failure — or worse. That’s the weight that engineers in the defense sector carry every day, and it’s the exact reason why the gear tool chosen to cut those components is one of the most consequential decisions in the supply chain.
This article is your definitive guide to understanding how gear tools are applied in defense manufacturing: which cutting technologies are used, why material selection matters more than ever, and how manufacturers like Nobeve are supplying the precision that mission-critical systems demand.
Why Defense Manufacturing Is the Ultimate Test for Any Gear Tool
The defense industry doesn’t operate on commercial tolerances. It operates on standards that leave almost no room for error. Here’s what makes gear tool in defense industry applications fundamentally different from those in automotive or industrial manufacturing:
Extreme Operating Conditions
Defense gears operate in environments most engineers never design for: sub-zero Arctic temperatures, desert heat exceeding 55°C, high-vibration combat platforms, and sustained high-load duty cycles. A gear tooth that chips under vibration in an armored vehicle gearbox doesn’t just fail — it cascades, destroying adjacent components and potentially disabling the platform entirely.
This means that the gear tool used to produce those teeth must deliver not just dimensional accuracy, but surface finish quality and metallurgical integrity that support long fatigue life. Cutting tools with poor edge stability or inconsistent coating adhesion produce micro-tears in the gear flank — invisible to the naked eye, catastrophic under sustained load.
Tighter Tolerance Requirements
Military gear standards — such as AGMA 2001 and DIN 3961 — often specify accuracy grades that are one or two levels tighter than equivalent commercial applications. A DIN AA or DIN AAA grade gear hob is not optional in this environment — it’s the baseline.
This is exactly why Nobeve’s K-Series, G-Series, and W-Series tools are manufactured to DINAAA precision class, ensuring the cutting edge geometry that enters a defense-spec gear blank is held to tolerances commercial suppliers simply cannot guarantee.
Material Diversity
Defense gears are cut from an unusually wide range of materials: case-hardened alloy steels (17CrNiMo6, 18CrNiMo7-6), through-hardened tool steels, titanium alloys for weight-critical aerospace components, and even specialized high-toughness stainless grades for naval applications. No single gear tool handles all of these — which is why defense manufacturers maintain a carefully selected portfolio of hob types and skiving cutters.
The Gear Tools That Defense Manufacturers Actually Use
Not all gear tools are built equal. In the defense sector, tool selection is driven by material hardness, production volume, machine capability, and the required accuracy grade. Below is a breakdown of the primary gear cutting technologies in use — and when each one is the right choice.
Carbide Gear Hobs for High-Efficiency, Hard-Material Cutting
When a defense manufacturer is running high-volume production of case-hardened gear blanks — think transmission gears for armored fighting vehicles — carbide hobs are the tool of choice. Their ability to maintain a stable cutting edge at speeds exceeding 200 m/min dramatically reduces cycle time without sacrificing surface quality.
Nobeve’s K-Series High-Speed Dry-Cutting Hobs are built on German-imported Konrad Friedrichs solid round bar tungsten-carbide substrate and coated with BALINIT® ALCRONA PRO or ALTENSA. They operate at up to 300 m/min in dry or air-cooled environments — eliminating the cost and environmental impact of cutting fluids while maintaining DINAAA accuracy. For materials up to HRC 45° (standard coating) or HRC 55° (AT coating), this is the benchmark tool in modern defense gear production.
For even harder materials — including through-hardened steels in the HRC 45–62 range used in specialized gear applications — Nobeve’s G-Series Hard-Cutting Hobs deliver the edge retention needed for hard-skiving operations, with a recommended cutting speed of 120–220 m/min under oil cooling.
Low-Speed Hobs for Legacy Machines and Tough Alloys
Not every defense facility runs brand-new 5-axis machining centers. Many maintain legacy gear hobbers that are mechanically sound but limited in spindle speed. For these environments, the gear tool must adapt to the machine — not the other way around.
Nobeve’s N-Series Low-Speed Wet-Cutting Hobs use a sintered tungsten carbide grade optimized for toughness, making them highly resistant to vibration-induced chipping — the failure mode most common in legacy machine environments. Recommended at 60–150 m/min with oil cooling, these tools cover softer steels (≤ HRC 30°) and serve as a reliable workhorse for low-to-medium volume standard gear production in job shop or MRO contexts.
Power Skiving Tools for Internal Gears and Complex Geometries
Here’s a trend that defense engineers are increasingly dealing with: the push toward compact, weight-optimized gearboxes is driving more internal gear designs, ring gears, and integrated gear-shaft configurations. Traditional gear hobbing cannot reach these geometries. Power skiving can.
Power skiving — a high-speed rotational cutting method that combines hobbing and shaping — has become the process of choice for producing internal gears in defense-grade gearboxes and actuators. The gear tool at the center of this process is the power skiving cutter, and material selection here is critical:
- W-Series Solid Carbide Power Skiving Tools (nobeve-tool.com/w-series): Built on tungsten-carbide substrate formed by cold isostatic pressing, coated with BALINIT® ALTENSA, and capable of 120–300 m/min cutting speeds. Ideal for hard materials up to HRC 50° and for small-angle skiving operations in high-rigidity machine tools. The cylindrical design’s advantage in small-angle cutting is essential for internal defense gears where interference angles are tight.
- P-Series PM-HSS Power Skiving Tools (nobeve-tool.com/p-series): Built on Austrian-imported BÖHLER powder-metallurgy high-speed steel — not ordinary HSS. PM-HSS sits in performance between conventional HSS and carbide, offering exceptional toughness that makes it the preferred choice for high-toughness alloy steels (≤ HRC 30°) where carbide’s brittleness would lead to edge chipping. For defense manufacturers cutting 18CrNiMo7-6 before case hardening, this is often the more reliable option.
Gear Tool Selection Matrix for Defense Applications
Use this table to quickly identify the right Nobeve gear tool for your defense manufacturing scenario:
| Defense Application | Material Hardness | Recommended Gear Tool | Key Advantage |
| Tank / APC transmission gears | ≤ HRC 45° | K-Series Carbide Hob | High-speed dry cutting, 300 m/min |
| Hardened ring gear finishing | HRC 45–62° | G-Series Hard-Cut Hob | Superior edge retention on hard steels |
| Legacy machine gear production | ≤ HRC 30° | N-Series Low-Speed Hob | Vibration-tolerant, works on old hobbers |
| Internal gear / actuator skiving | ≤ HRC 50° | W-Series Carbide Skiving | Small-angle internal gear capability |
| Pre-hardening soft gear skiving | ≤ HRC 30° | P-Series PM-HSS Skiving | Max toughness, no carbide chipping risk |
Nobeve in the Defense Sector: Real-World Application
Precision claims are easy to make. Defense customers don’t buy claims — they buy verified performance and supply chain reliability. Nobeve has built its reputation in the defense sector exactly this way: tool by tool, application by application.
Nobeve’s defense portfolio covers gear tool applications across armored vehicle drivetrains, naval propulsion systems, aerospace actuators, and military UAV gearboxes. Each application requires a customized approach to substrate selection, coating specification, and cutting geometry — all of which Nobeve’s engineering team works through with the customer before a single tool ships.
For detailed case studies, technical specifications, and application examples from the defense manufacturing sector, visit Nobeve’s dedicated Defense Industry page. It provides a direct window into how these tools perform in the environments that matter most.
What sets Nobeve apart is not just the tools — it’s the engineering dialogue. Understanding the machine tool, the workpiece material spec, the tolerance requirement, and the production volume before recommending a gear tool is the standard practice at Nobeve. That’s how you supply defense — not with a catalog, but with a conversation.

3 Misconceptions That Cost Defense Manufacturers Time and Money
Misconception 1: “PM-HSS is just fancy HSS — carbide is always better”
This is a costly mistake. Powder metallurgy high-speed steel (like the BÖHLER substrate in the P-Series) is a categorically different material from conventional HSS. Its fine, uniform carbide distribution gives it toughness that solid carbide simply cannot match — which is exactly what you need when skiving high-toughness pre-hardening alloys. Choosing carbide for soft, tough materials increases your risk of catastrophic edge failure on the first interrupted cut.
Misconception 2: “Any DINAAA hob will work on our machine”
Accuracy grade is a tool specification, not a system guarantee. A DINAAA hob on a machine with 5 microns of spindle runout will not produce DINAAA gears. Defense manufacturers who invest in premium gear tools must equally invest in machine qualification, tool holding calibration, and regular runout measurement. The tool is the last link in the chain — not the only one.
Misconception 3: “Dry cutting is only for automotive — defense always uses oil”
Modern carbide hobs with AlCrN-based coatings (like BALINIT® ALCRONA PRO) generate a thin aluminum oxide layer at the cutting edge during dry cutting — actually reducing friction and extending tool life compared to oil-flooded cutting in some steel grades. Defense facilities running K-Series hobs in dry mode report not just comparable but sometimes superior surface finishes on medium-hardness steels, with the added benefit of eliminating cutting oil disposal costs.
Why Coating Is the Gear Tool’s Most Underrated Variable
In the gear tool industry, conversations about substrate — carbide vs. HSS — tend to dominate. But defense manufacturers who have optimized their gear tool programs know that coating selection can be as consequential as substrate selection.
Nobeve specifies BALINIT® coatings from Balzers (Oerlikon) across all product lines. These are not commodity PVD coatings — they are application-engineered nano-structured layers with controlled hardness gradients, oxidation resistance above 800°C, and adhesion properties that survive the thermal shock of interrupted cutting. According to Oerlikon Balzers’ published technical data, ALCRONA PRO (AlCrN) achieves hardness of approximately 3,200 HV and oxidation resistance to 1,100°C — properties that directly translate to longer tool life in hard-dry gear cutting scenarios.
For defense customers, this isn’t a marketing detail — it’s a supply chain resilience factor. Longer tool life means fewer tool changes, fewer machine setups, and fewer opportunities for process variation to creep into tolerances. In a defense production environment, consistency is reliability.
Extended Considerations: What to Evaluate Before Specifying a Gear Tool
Machine Rigidity First
No gear tool compensates for a machine that lacks rigidity. Solid carbide skiving cutters (W-Series) are especially sensitive — high spindle rigidity is a prerequisite, not a preference. Before specifying a carbide power skiving tool, evaluate your machine tool’s dynamic stiffness at the operating spindle speed. Nobeve’s technical team can advise on compatibility.
Coolant Strategy
Defense gear shops running mixed materials often ask: can we standardize on one coolant strategy? The short answer is no. K-Series hobs are optimized for dry or air-cooled cutting; G-Series and N-Series require oil cooling; P-Series and W-Series specify oil cooling as mandatory. Matching the coolant strategy to the tool specification isn’t optional — it directly affects surface finish, dimensional stability, and tool life.
Regrinding and Reconditioning
Premium gear tools — especially carbide hobs — are candidates for regrinding. A properly reground K-Series or G-Series hob can deliver a second or third full service life when recoated with fresh BALINIT® ALTENSA. For defense manufacturers managing tight budgets, this is a significant total cost of ownership argument in favor of premium-substrate tools over cheaper alternatives that cannot be reconditioned.
Frequently Asked Questions: Gear Tools in Defense Manufacturing
Q1: What precision grade of gear hob is typically required for defense applications?
Most defense transmission and drivetrain gears require DINAA or DINAAA grade gear hobs. Nobeve’s K-Series, G-Series, and W-Series are all manufactured to DINAAA class. For less critical defense components, DINA may be acceptable — Nobeve’s N-Series covers this tier.
Q2: Can gear hobs designed for automotive use be applied to defense gear production?
In principle, yes — if the tool meets the required accuracy grade and is specified for the correct material hardness range. However, defense applications often demand tighter process documentation, material certifications, and traceability requirements. Nobeve provides full material certs and can support defense quality system requirements including PPAP and FAIR processes.
Q3: What is power skiving and why is it relevant to defense gear manufacturing?
Power skiving is a high-productivity gear cutting method that combines rotational hobbing motion with axial feed — enabling the production of internal gears, ring gears, and complex profiles that traditional hobbing cannot reach. It is increasingly used in defense for compact gearbox designs in armored vehicles, UAVs, and naval actuators. Nobeve’s W-Series and P-Series are purpose-built for this process.
Q4: How does Nobeve support defense manufacturers with custom tooling requirements?
Nobeve’s engineering team works directly with customers to specify custom tooth profiles, module ranges, pressure angles, and coating combinations for non-standard defense gear applications. Visit nobeve-tool.com/about-us to learn more about Nobeve’s engineering capabilities, or contact us directly to start a technical discussion.
Q5: Are there export control considerations when procuring gear tools for defense use?
Cutting tools themselves are generally not subject to ITAR or EAR controls, but the workpieces and gearbox assemblies they produce may be. Defense manufacturers should verify their own export compliance requirements independently. Nobeve recommends consulting with your export compliance team when establishing the supply chain for defense gear production programs.
Conclusion: The Right Gear Tool Is a Defense Decision
In defense manufacturing, the gear tool is not a commodity — it is a strategic material decision. The substrate, coating, geometry, and accuracy grade of the cutting tool you select determine whether the gear it produces will perform reliably in a tank’s final drive, a helicopter’s rotor gearbox, or a naval vessel’s propulsion system.
Carbide hobs for high-speed production of hardened gears. PM-HSS power skiving cutters for toughness-critical pre-hardening operations. Precision-ground to DINAAA. Coated with application-specific BALINIT® layers. These are not marketing specifications — they are engineering commitments to the end user whose life may depend on the component.
Nobeve has built its gear tool portfolio around exactly these standards. Whether you are qualifying a new gear production process, optimizing an existing one, or searching for a reliable supply partner for defense-grade cutting tools, Nobeve’s defense industry page is your starting point.Ready to specify the right gear tool for your defense application? Contact Nobeve’s technical team today — and let’s build something that works every time it has to.

